
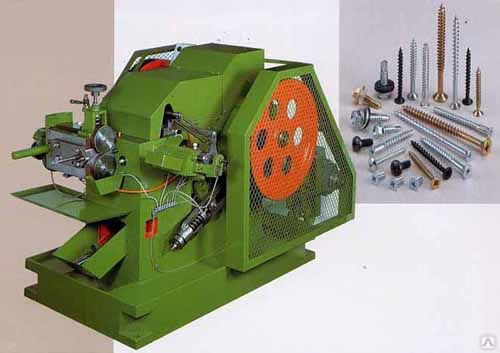
Станок для производства саморезов | Оборудования для производства стройматериалов
- Артикул
- E128LYHIA
- Цена
- 10,000-30,000$
- Продукт
- Саморез
- Категория
- Оборудования для производства стройматериалов
- Тип оборудования
- Мини
- Шеф-монтаж:
- бесплатно «под ключ»
- Гарантия:
- 1год
- Послепродажное обслуживание:
- Представительство в РФ обеспечивает консультирование по вопросам ремонта и техобслуживания, а также можем предоставить обслуживание на месте. Гарантия поставок запчастей в течении всей жизни.
Комплектация и технические характеристики
Подробнее
Модель Холодновысадочный станок WN0564 Модель Резьбонакатный станок WN06050 Диаметр (мм) 2-6 диаметр (мм) 3-6 длина (мм) 5-60 длина(мм) 70 Производительность (шт/мин.) 60 60 Габариты(m) 2*1.5*1.5 Габариты 2*1.5*1.7 Вес(тонна) 1.  5
5Вес(тонна) 1 Мощность(KW) 2.2 3.5
 5
5Описание
Если вы хотите производить саморезы, то от вас необходимо предоставить нам подобные чертежи саморезов (см образец чертежа ниже), которые вы хотите изготавливать, это необходимо для расчета стоимости пресс-форм и их изготовления.
| Номинальный диаметр | 3,5 |
| Диаметр головки, A | 8,0 – 8,5 |
| Высота головки, H | 3,0 – 3,5 |
| Диаметр, D | 3,7 – 3,8 |
| Шаг резьбы, P | 3,0 |
| Размер биты, Pz | 2 |
| Длина, I | |
| 30 | X |
| 40 | X |
| 50 | X |
Совет: поиск заводов по оцинковке и отжигу на месте, таким образом вы сможете вести процесс обработки саморезов.
Станки для изготовления гвоздей, шурупов и саморезов
танок для изготовления гвоздей — предназначен для изготовления строительных гвоздей по и гвоздей тарных с плоской головкой из низкоуглеродистой стальной проволоки.

Технологический процесс изготовления гвоздей:
- Правка проволоки в правильно-роликовом устройстве.
- Подача на размер гвоздя.
- Зажим проволоки.
- Отрезка проволоки и сброс гвоздя.
- Высадка головки гвоздя
- За один ход высадочного ползуна получается один гвоздь.
-
Автомат проволочно гвоздильный АГ4116
[Длина гвоздей 32-120 мм, Диаметр гвоздей макс 1,8-4,0 мм.]
Доставка: 15 днейПроизводитель: Страна: РоссияГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Станок-автомат для производства гвоздей Z94-1C
[Длина гвоздей 9-25 мм, Диаметр гвоздей макс 0,9-1,6 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Станок-автомат для производства гвоздей Z94-2C
[Длина гвоздей 16-50 мм, Диаметр гвоздей макс 1,2-2,8 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Станок-автомат для производства гвоздей Z94-3C
[Длина гвоздей 25-75 мм, Диаметр гвоздей макс 1,8-3,4 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Станок-автомат для производства гвоздей Z94-4C
[Длина гвоздей 50-100 мм, Диаметр гвоздей макс 2,8-4,5 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
-
Станок-автомат для производства гвоздей Z94-5.
5C[Длина гвоздей 60-175 мм, Диаметр гвоздей макс 3,1-5,5 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить -
Станок-автомат для производства гвоздей Z94-6A
[Длина гвоздей 100-200 мм, Диаметр гвоздей макс 4,1-6 мм.]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену ПодробнееСравнить
 5C
5CПоказ всех — 7 результатов
Оборудование для производства саморезов
В нашей стране ежегодно увеличиваются масштабы строительных работ, в результате чего спрос на крепежные изделия неизменно возрастает. С эволюционированием технических ресурсов модернизируется и оборудование, производящее стройматериалы. Многообразие крепежей настолько безмерно, что их сложно перечислить в полном объеме, но одно изделие из широкого перечня является наиболее востребованным – это саморезы.
Данная деталь является самонарезающим шурупом, имеющим в своем составе стержень, окаймленный головкой и особой внешней резьбой по всей длине, за счет которой в элементе крепления образуется канал с внутренней спиралью и постоянным шагом. Сырьем для изготовления данных крепежей является нержавеющая сталь с содержанием углерода 0,6…2 % или латунь. Поставщики сырьевого материала поставляют его в огромных проволочных бобинах.
Большое количество отечественных и зарубежных предприятий выпускает оборудование для производства саморезов, которое разнится по технико-конструкционным параметрам. Независимо от производителя и объемов изготовления в основе выработки саморезов лежит традиционный технологический принцип.
Классическая цепочка линии изготовления крепежей данной категории выглядит так.
Передовое оборудование для производства саморезов различается производительностью: бюджетные модели могут изготавливать 50-60 шт./мин., дорогостоящие многофункциональные станки – более 250 шт./мин. Недорогие экземпляры не обладают возможностью формирования длины детали. Дорогие модели позволяют производить обширный ассортимент высококачественных крепежей с повышенной точностью.
Технология производства саморезов
Оснащение для выпуска саморезов включает специализированные станки пошагового выполнения работ:
• Волочильный станок оборудуется волоками (2-5 шт), кругообразной печью для проката проволочной стали. При изготовлении саморезов следует учитывать точный диаметр планируемой детали. Специализированное волочильное оборудование сохраняет регламентированную температуру нагрева и протягивает применяемый сырьевой материал до формирования необходимого диаметра. В ходе выполнения операции проката волоки охлаждаются технической эмульсией.
• Холодновысадочный автомат используется для нарезания готовой проволоки с предстоящей формировкой головки и острия детали. Ритмичная однородная подача металлического прута происходит в результате воздействия пружинных механизмов и смазочной жидкости автомата, после этого готовая болванка по особому желобу направляется в поддон.
• Резьбонакатной станок оснащен съемными тонкими плашками для нарезки резьбы на детали с разными размерами резьбового шага. Жесткое и точное нарезание осуществляется с использованием специализированных захватов, подающих заготовку в плашечную полость.
• Закалочная печь применяется для закалки готового изделия при 870…920°С с дальнейшим отпуском за счет пониженных температурных показателей. В результате этой операции твердость самореза достигает 55 HB.
• Линия гальваники используется для наружного покрытия крепежа цинком. Функции данного оснащения дают возможность производить электролит и подвергать желтому или белому цинкованию внешнюю сторону деталей для предохранения от коррозии и разрушения металла вследствие окисления. Для этого изделия направляются в особый вращающийся барабан с последующим погружением в емкость с обезжиривателем на определенное время. После этого происходит автоматическое поднятие и погружение барабана в емкость с фосфатом на заданное время. Потом барабан опускается в емкость химического оксидирования с дальнейшим промыванием водой и нанесением цинкового покрытия.
• Сушильная центрифуга в линии производства саморезов является завершающим и ответственным этапом. Данный технологический прием состоит в просушивании готовой продукции при сжатом воздухе под высокой температурой.
• Упаковка для крепежных изделий должна обладать повышенной жесткостью и прочностью, поскольку заостренные концы деталей могут ее легко надорвать или проколоть, однако упаковочный материал должен иметь низкую стоимость из-за дешевизны непосредственно саморезов. В производстве данного вида крепежной продукции хорошо зарекомендовал себя гофрокартон. Упаковка крепежей имеет две функции: удобное транспортирование в торговые сети и равномерное распределение по массе или количеству для потребительского порционирования.
Линия автоматическая для производства саморезов
Автоматическая линия для производства саморезов состоит из двух станков: холодно-высадочного и резьбо-нактного.
Холодно-высадочный автомат
Предназначен для изготовления заготовок саморезов. Проволока из бухты, устанавливается на стол вращения. Автомат рубит проволоку нужной длины и формирует шляпку самореза. В дальнейшем, заготовка помещается в резьбонакатной станок, где изготавливается резьба.
Резьбо-накатной автомат
Предназначен для подачи заготовки самореза, барабанным механизмом, на резьбонакатные плашки, где происходит нарезание резьбы.
Компания «Швейавтоматика» предлагает шесть модификаций линий для производства саморезов. Каждая линия состоит из двух станков.
Основные отличия линий заключаются в различии длин и диаметров заготовок самонарезных винтов
Линия из двух станков:
Формирование заготовки и высаживание шляпки (Модель DH- 5)
Изготовление резьбы (Модель SR — 25)
|
DH — 5 |
|
1 R -25 |
|
|
Макс. длинна заготовки (мм.) |
5-25 |
Макс. длинна заготовки (мм.) |
5-25 |
|
Макс. диаметр заготовки (мм.) |
0,6-3 |
Макс. диаметр заготовки (мм.) |
1-3
|
|
Производительность (шт./мин.) |
110-175 |
Производительность (шт./мин.) |
350-500 |
|
Мощность (кВт. |
1,1 |
Мощность (кВт.) |
0,75 |
|
Вес (кг.) |
500 |
Вес (кг.) |
350 |
|
Габариты (мм.) |
1140*810*550 |
Габариты (мм.) |
1230*570*1100 |
 )
)
Линия из двух станков:
— Формирование заготовки и высаживание шляпки (Модель DH 10)
— Изготовление резьбы (Модель SR — 35)
|
DH 10 |
|
SR -35 |
|
|
Макс. длинна заготовки (мм.) |
5-35 |
Макс. длинна заготовки (мм.) |
5-40 |
|
Макс. диаметр заготовки (мм.) |
2-4 |
Макс. диаметр заготовки (мм.) |
2-4 |
|
Производительность (шт./мин.) |
160-220 |
Производительность (шт./мин.) |
200-250 |
|
Мощность (кВт.) |
1,5 |
Мощность (кВт.) |
1,5 |
|
Вес (кг. |
1000 |
Вес (кг.) |
800 |
|
Габариты (мм.) |
1100*750*980 |
Габариты (мм.) |
1200*1100*1050 |
 )
)
Линия из двух станков:
— Формирование заготовки и высаживание шляпки(Модель DH- 10G)
— Изготовление резьбы (Модель SR 4-40)
|
DH -10G |
|
SR-4-40 |
|
|
Макс. длинна заготовки (мм.) |
5-40 |
Макс. длинна заготовки (мм.) |
5-40 |
|
Макс. диаметр заготовки (мм.) |
2-4 |
Макс. диаметр заготовки (мм.) |
2-4 |
|
Производительность (шт./мин.) |
160-220 |
Производительность (шт./мин.) |
200-250 |
|
Мощность (кВт.) |
1,5 |
Мощность (кВт.) |
1,5 |
|
Вес (кг.) |
1000 |
Вес (кг.) |
800 |
|
Габариты (мм. |
1100*750*980 |
Габариты (мм.) |
1200*1100*1050 |
 )
)
Линия из двух станков:
— Формирование заготовки и высаживание шляпки (Модель DH — 15 )
— Изготовление резьбы (Модель 6R-60)
|
DH -15 |
|
6R-60 |
|
|
Макс. длинна заготовки (мм.) |
5-60 |
Макс. длинна заготовки (мм.) |
5-60 |
|
Макс. диаметр заготовки (мм.) |
2-6 |
Макс. диаметр заготовки (мм.) |
2-6 |
|
Производительность (шт./мин.) |
120-170 |
Производительность (шт./мин.) |
140-200 |
|
Мощность (кВт.) |
3 |
Мощность (кВт.) |
2,2 |
|
Вес (кг.) |
1250 |
Вес (кг.) |
800 |
|
Габариты (мм.) |
2000*1100*1200 |
Габариты (мм.) |
1200*1100*1000 |
Линия из двух станков:
— Формирование заготовки и высаживание шляпки (Модель DH 20)
— Изготовление резьбы(Модель 6R-80)
|
DH 20 |
|
6R-80 |
|
|
Макс. |
6-80 |
Макс. длинна заготовки (мм.) |
6-80 |
|
Макс. диаметр заготовки (мм.) |
2,5-8 |
Макс. диаметр заготовки (мм.) |
2-6 |
|
Производительность (шт./мин.) |
120-150 |
Производительность (шт./мин.) |
100-150 |
|
Мощность (кВт.) |
4 |
Мощность (кВт.) |
4 |
|
Вес (кг.) |
1500 |
Вес (кг.) |
1000 |
|
Габариты (мм.) |
2300*1100*1200 |
Габариты (мм.) |
1600*1100*1500 |
 длинна заготовки (мм.)
длинна заготовки (мм.)
- Линия из двух станков:
— Формирование заготовки и высаживание шляпки (Модель DH -25)
— Изготовление резьбы (Модель 10R-100)
|
DH -25 |
|
10R- 100 |
|
|
Макс. длинна заготовки (мм.) |
10-110 |
Макс. длинна заготовки (мм.) |
10-110 |
|
Макс. |
3-8 |
Макс. диаметр заготовки (мм.) |
4-8 |
|
Производительность (шт./мин.) |
80-120 |
Производительность (шт./мин.) |
100-140 |
|
Мощность (кВт.) |
4 |
Мощность (кВт.) |
6 |
|
Вес (кг.) |
2800 |
Вес (кг.) |
1000 |
|
Габариты (мм.) |
2900*1300*1200 |
Габариты (мм.) |
1800*1200*1600 |
 диаметр заготовки (мм.)
диаметр заготовки (мм.)
Описание работы станков.
От электродвигателя через клиноременную передачу, вращательное движение передается на коленчатый вал, с которого посредством шатуна передается возвратно-поступательное движение наползун, на котором находится высадочный пуансон. На коленчатом валу насажены две конические шестерни, с которых движение передается на боковые валы и с помощью эксцентриков на обрубные ножи.
С помощью планшайбы, насаженной на коленчатый вал, движение передается на механизм подачи, с помощью которого осуществляется подача проволоки в механизм зажима. Проволока в механизм зажима подается механизмом подачи через рихтовочные ролики устройства.
Проволока через рихтовочный механизм подается механизмом подачи в механизм зажима, где происходит зажим проволоки с помощью подвижной и неподвижной матриц, после чего происходит отрезка изделия, сброс готового изделия осуществляется пуансоном -толкателем, затем обрубной нож расходится и происходит высадка головки винта.
Далее, осуществляется изготовление резьбы на резьбо-накатном станке: заготовка самореза, барабанным механизмом, подается на резьбонакатные плашки, где происходит нарезание резьбы.
Оборудование для производства саморезов » SpecAvto — Спецавто — Бетононасосы
Среди огромнейшего выбора и разнообразия материалов, предназначенных для строительных и ремонтных работ, саморезы являются одной из самых востребованных деталей при различных видах работ.
Процесс производства саморезов элементарный и обладает высокой продуктивностью.
Необходимое оборудование для производства саморезов :
- волочильный станок;
- холодно-высадочный автомат;
- резьбонакатной станок;
- закалочная печь;
- линия гальваники;
- центрифуга для сушки.
При производстве саморезов необходимо учитывать точный диаметр будущего изделия. Специализированные волочильные станки поддерживают заданную температуру подогрева и протягивают используемое сырье для образования требуемого диаметра. Последовательность проводимых операций и необходимое оборудование является неотъемлемой частью любого производства.
Следующим этапом выступает формирование изделия. На данном этапе производства, на конце самореза формируется сверло. Проволока поступает в холодильно-высадочный автомат, где изготавливаются острие самореза, и осуществляется формовка головки.
Резьбонакатной станок обеспечивает нарезание резьбы. Возможна регулировка шага резьбы и жесткая нарезка рабочей части самореза. Далее происходит закалка изделий непосредственно в термической печи.
Линия гальваники – это автоматизированный мини завод автономно производящий операции по подготовке необходимой поверхности изделия и последующего защитного покрытия. Функции такого оборудования позволяют совершать электролит и обрабатывать желтым или белым цинком поверхности саморезов для защиты от карозии и ржавчины. Способы обработки зависят от технических характеристик и возможностей оборудования.
Функции такого оборудования позволяют совершать электролит и обрабатывать желтым или белым цинком поверхности саморезов для защиты от карозии и ржавчины. Способы обработки зависят от технических характеристик и возможностей оборудования.
Завершающей и очень важной стадией изготовления саморезов является их сушка. Высыхание происходит при сжатом, горячем воздухе в специализированной центрифуге. Для данной операции можно использовать специальный сушильный шкаф. После завершающей стадии обработки, заморезы готовы к упаковочным операциям и дальнейшему использованию по назначению.
Современное профильное оборудование способно вырабатывать от 60 до 250 единиц в минуту, в зависимости от технических характеристик и естественно от ценового диапазона.
Бизнес на производстве саморезов: Обзор станков и оборудования
Саморез — это крепежное изделие, по внешнему виду схожее с шурупом. Только в отличие от него, саморез имеет треугольную резьбу, с помощью которой формирует отверстие (отсюда и название).Россия импортирует эти изделия десятками тысяч тонн в год. Невзирая на машиностроительные мощности, саморезы на территории страны выпускаются в крайне ограниченном объеме. Что позволяет рассмотреть их производство в качестве перспективного бизнеса.
Технология производства саморезов
Производственная цепочка выглядит следующим образом:
- Волочильный стан, представляющий собой печь с фильерами для протяжки стальной катанки до достижения нужного диаметра. Фильеры изготавливают из твердого сплава нескольких последовательно уменьшающихся диаметров. Вся линия непрерывно охлаждается эмульсией;
- Формирование заготовок, путем нарезки исходного сырья на отрезки необходимой длины и высаживание шляпки со шлицем на холодновысадочном автомате;
- Изготовленные болванки попадают в бункер, откуда по конвейеру специальными захватами поступают в станок для накатки резьбы плоскими плашками;
- «Сырой» саморез попадает в закалочную печь температурой 920 градусов с последующим «отпуском» на менее высокую температуру, для снятия поверхностного напряжения металла, и далее на линию мойки;
- Потом на закаленный саморез наносится гальваническое покрытие. Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;
- Центрифуга для сушки горячим воздухом, откуда выходит готовое изделие;
- Помимо перечисленного, заключительным этапом может быть контроль качества и упаковочная линия;
 Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;
Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;Весь комплекс управляется одним оператором, уровень подготовки которого некритичен. После настройки, линия работает в автоматическом режиме, несмотря на сложность оборудования.
Сырье
В качестве сырья, используется высокоуглеродистая сталь, латунь или нержавеющая сталь. Закупается она в виде скрученных проволочных бухт, либо уже нарезанным кругляком.
Надо сказать, что поиск поставщиков сырья в России — это самый простой этап в данном виде бизнеса. Наша страна является самым крупным экспортером металлопроката, что и объясняет широкую доступность сырья.
Станки и оборудование для производства саморезов
В основном в продаже находится оборудование по изготовлению саморезов тайванского производства фирм «FOB» и «LianTeng». Предлагаемые линии отличаются высокой отказоустойчивостью и модульной конструкцией, допускающей свободную компоновку и промежуточную диагностику после каждого этапа. Различные позиции в линейке оборудования отличаются, в основном, скоростью изготовления.
Самые дешевые станки в ряду позволяют делать 50 изделий в минуту, а более дорогие — свыше 250 штук. Соответственно, вилка цен начинается от $2000, а максимальная цена варьируется комплектуемыми узлами.
Кроме цены, различия касаются ассортимента выпускаемых изделий. Младшие модели ориентированы на один определенный вид самореза, без возможности влиять на длину заготовки и шаг резьбы.
Старшие модели позволяют расширить ассортимент даже на дюбеля, винты, шурупы и любые другие элементы крепежных материалов. В этой связи, планируемое расширение производства потребует тщательного подхода к выбору станков для производства саморезов. Кроме этого, более дорогое оборудование имеет заметные отличия в качестве конечного продукта, что влияет спрос и на окупаемость самих станков.
Кроме этого, более дорогое оборудование имеет заметные отличия в качестве конечного продукта, что влияет спрос и на окупаемость самих станков.
Наиболее оптимальными являются холодновысадочные автоматы Yh3076 ($22000) и Yh2564 ($13500), с производительностью 120 и 160 штук в минуту соответственно. Станки неприхотливы, легки в обслуживании, с высоким качеством конечной продукции и малым сроком окупаемости.
Европейские аналоги отличаются от тайванских производителей повышенной ценой на линии метизов.
К примеру, наиболее производительный тайванский комплекс обойдется в $150000, а его Европейский аналог в $420000. Что при схожей производительности, качестве и уровне автоматизации, говорит не в пользу Запада.
Китайские линии постепенно догоняют тайваньские по качеству. Например, в продаже можно найти отдельные модули фирмы «FET» с производительностью 120 штук в минуту. К сожалению, по цене они ничуть не дешевле.
Украинские производители (Одесса) пошли по пути симбиоза импортной автоматики с отечественным станкостроением. В результате, холодновысадочные станки АБО 216 производительностью 160 штук в минуту, получились достаточно качественными и конкурентными по цене ($15500).
Сбыт
- Сбыт саморезов заключается в налаживании договорных отношений с точкой непрерывной реализации крепежных изделий. Желательно, с минимальным наличием конкуренции. Если приобретенное оборудование обладает широкими возможностями, лучше перекрыть весь ассортимент продукции одновременно. Это позволит захватить весь рынок метизов и определить наиболее покупательный вид. Что поможет в дальнейшем перенести основную тяжесть выпуска на наиболее популярный вид самореза. В дальнейшем, бизнес сведется просто к сезонной корректировке.
- Второй канал сбыта — это прямые договора со строительными фирмами. Объемы использования саморезов при строительстве только одного объекта могут перекрыть месячную производительность оборудования.
- Очередным по доходности может стать сбыт в мебельные цеха. Небольшое мебельное производство потребляет несколько тысяч саморезов в месяц.
 Небольшое мебельное производство потребляет несколько тысяч саморезов в месяц.
Небольшое мебельное производство потребляет несколько тысяч саморезов в месяц.Подводя итог, данное направление бизнеса является рентабельным, простым и востребованным. Учитывая полную автоматизацию процесса, управление сведется к вопросам сбыта готовой продукции. А при отлаженном сбыте, оборудование окупается меньше года.
Производство саморезов как бизнес.
Этот бизнес идеально подходит для начинающих предпринимателей, так как не требует специфических знаний и больших финансовых затрат. Спрос на крепёжные элементы никогда не падает, потому что они являются неотъемлемой составляющей любой стройки или домашнего ремонта.
Преимущество саморезов в том, что в большинстве случаев их применение не требует предварительного сверления, а широкий выбор позволяет скреплять между собой разные виды материалов и элементов (древесина, оконный профиль, тонкий металл, гипсокартон, бетон).
Технология производства саморезовВ качестве сырья для производства может быть использована нержавеющая или углеродистая сталь, а так же латунь. Весь технологический процесс условно разделяют на два типа: механическая обработка и термические операции. Для изготовления качественных саморезов потребуется много оборудования, но на старте будет достаточно и двух станков- холодновысадочного и резьбонакатного.
Большой ошибкой предпринимателей является покупка сильно изношенного оборудования, что обусловлено нехваткой финансовых средств. Лучше приобрести пару станков, но надёжных, и уже потом докупить всё остальное, чем запустить производство низкокачественной продукции.
♦ Нужен кредит на покупку оборудования? Большой выбор кредитных организаций на сайте https://www.banklab.ru/loans/cards/
Процесс механической обработки металла включает в себя:
- волочение (подготовка) проволоки нужных размеров;
- формирование шляпки;
- нарезка резьбы.
Термообработка:
- гальванизация-процесс создания антикоррозийного покрытия;
- сушка готовых изделий.

Конечный этап производства-контроль качества и упаковка.
Оборудование
Европейские станки могут быть сильно дороже китайских или тайваньских, однако сегодня китайцы научились делать достаточно качественное многофункциональное оборудование, ничем не уступающее западным аналогам.
⇒ Волочильный станок. Представляет собой не большую линию по созданию заготовок (проволоки в матках) для производства саморезов.
⇒ Холодновысадочный станок. Формирует на будущих изделиях шляпку.
⇒ Резьбонакатной станок. Предназначен для нанесения треугольной резьбы, при чём в отличии от тех же шурупов, тело самореза полностью покрыто резьбой под самую шляпку. Этот агрегат является наиболее важным во всём производственном цикле, и от его надёжности во многом зависит качество конечной продукции, а значит и доходность предприятия.
⇒ Печь. Для придания прочности саморезам, используют специальные нагревательные печи, где металл подвергают термической обработки (свыше 900 °С).
⇒ Гальванические ванны. Для предотвращения коррозии саморезы покрывают слоем цинка (не относится к чёрным саморезам).
⇒ Сушильная центрифуга. После гальванизации изделия высушивают.
Как уже было сказано ранее, что бы начать производство саморезов с минимальными вложениями, необходимо приобрести холодновысадочный и резьбонакатной станки, а заготовки в виде проволоки делать не самому, а покупать.
Холодновысадочный автоматПодобные станки различаются по типу работы, бывают кривошипные и коленнорычажные, так же могут быть отличия и в самих матрицах. Перечисленные особенности не влияют на качество продукции, а вносят лишь конструктивные отличия. Начинающего предпринимателя в основном волнуют следующие вопросы: какая у станка производительность, какова его стоимость и величина затрат на комплектующие.
Холодновысадочный станок аа1216 для производства саморезов
Так поддержанный холодновысадочный станок модели аа1216 будет стоить 380 000 руб Производимые объёмы продукции зависят не только от мощности оборудования, но и от расходов на все сменные части оборудования. К примеру, один отбойник может работать 50 ч, а его стоимость около 10$. Одного стержня хватит на 30 ч, его цена так же порядка 10$. Рабочий цикл прессформы- 3 года. На основании этих данных легко рассчитать ежемесячные расходы и распланировать производственный процесс. У данного станка есть существенный плюс-безотходная работа (из 1 т проволоки выходит 980 кг саморезов).
К примеру, один отбойник может работать 50 ч, а его стоимость около 10$. Одного стержня хватит на 30 ч, его цена так же порядка 10$. Рабочий цикл прессформы- 3 года. На основании этих данных легко рассчитать ежемесячные расходы и распланировать производственный процесс. У данного станка есть существенный плюс-безотходная работа (из 1 т проволоки выходит 980 кг саморезов).
Как понятно из названия, данный агрегат нужен для нарезания резьбы. Процесс накатки осуществляется при помощи двух роликов (иногда трёх) с одновременным осевым перемещением заготовки. Одной из важных характеристик станка является давление накатки, от которого зависит способность обработки твёрдых материалов. Некоторые виды оборудования отличаются повышенной сложностью настройки и длительным временем подготовки, что может негативно сказаться на производственном цикле, поэтому на данную особенность так же нужно обращать внимание.
Резьбонакатной станок
Роликовый метод накатки имеет ряд преимуществ:
- поверхность получается достаточно хорошего качества;
- большая производительность;
- высокая усталостная прочность изделий из-за образующего на поверхности так называемого наклёпа.
Для старта бизнеса будет достаточно площади в 50-60 м², высота потолков должна быть более 3-х м. В помещении нужно создать хорошее освещение и обязательно провести вентиляцию. Если устанавливать гальваническое оборудование, то требования к рабочим условиям будут особо жёсткими.
Не рекомендуется устанавливать оборудование в подвальном помещении, так как скорей всего это будет мешать соседям, что станет причиной вызова сотрудников полиции. Лучше арендовать помещение и не беспокоиться о внешних факторах, способных притормозить ваш бизнес. Средняя стоимость аренды 60 м² производственной площади составит 22000-23000 руб
Если позволяют финансы, то помещение можно построить с нуля, например из сэндвич-панелей. Примерная стоимость возведения-1000 руб/м² Сборка из панелей не займёт много времени, а вот на подвод коммуникаций может потребоваться не один месяц, поэтому этот вопрос нужно решать заранее.
Примерная стоимость возведения-1000 руб/м² Сборка из панелей не займёт много времени, а вот на подвод коммуникаций может потребоваться не один месяц, поэтому этот вопрос нужно решать заранее.
Что бы иметь возможность беспрепятственно реализовывать саморезы и прочую продукцию в строительные магазины, нужно зарегистрироваться в качестве ИП. Если бизнес планируется открывать совместно с компаньоном, то можно рассмотреть вариант регистрации ООО.
Заявление на регистрацию ИП проще всего подать через сайт госуслуги (аккаунт должен быть верифицирован) или же сходить в местную ФНС. Для подобной деятельности будет уместен код ОКВЭД — 25.94 «Производство крепежных изделий». Так же нужно будет выбрать налоговый режим, например УСН 15% от прибыли. Важно понимать, что после оформления документов (занимает не более 10 дней) в обязанности предпринимателя входит своевременная уплата обязательных страховых взносов в ПРФ и ФОМС, и заполнение налоговых деклараций. И уплату взносов и предоставление отчётности можно делать онлайн.
ЗаключениеБизнес на производстве саморезов вполне реально начать с небольших стартовых вложений, а стабильный спрос на продукцию и доступность сырья позволяют быстро окупить все затраты. Себестоимость производства составляет примерно 60% от конечной цены на продукцию.
Что такое саморезы?
Винты — это крепежные детали, используемые для соединения двух предметов; они являются альтернативой гвоздям, и их преимущество заключается в том, что их можно довольно легко удалить и заменить. Обычно они изготавливаются из стали, нержавеющей стали или алюминия, хотя существуют и неметаллические варианты. Винты различаются по нескольким характеристикам: форме головки, типу головки, близости резьбы, калибру резьбы, длине и диаметру. Наиболее распространенные формы головки — плоская головка и зенковка, у которых есть плоские вершины с конической нижней стороной, позволяющей им сидеть заподлицо; скругленная головка, имеющая закругленные стороны и плоскую вершину; овальная голова, имеющая закругленные стороны и закругленную вершину; и круглая голова, имеющая полусферическую вершину, округлую сверху и плоскую снизу.
Помимо этих различий, винты также классифицируются по материалам, которые они лучше всего используют для соединения, и по тому, идет ли резьба до самого винта или частично. Кроме того, некоторые винты имеют режущую способность для создания собственных отверстий, когда они вбиваются в материал, в то время как другие требуют использования отверстия с предварительной резьбой. Крепежные винты используются для соединения частей оборудования вместе; обычно это узкие винты, которые навинчиваются на весь вал. Обычно крепежные винты вставляются в отверстия с резьбой или резьбой.Между тем, для крепления металла к металлу используются винты для листового металла; у них есть острая резьба, которая позволяет им вырезать и продевать отверстие по мере вбивания. По этой причине винты для листового металла также называют саморезами или винтами для нарезания резьбы. Как и крепежные винты, винты для листового металла навинчиваются снизу вверх.
Саморезы — это гибриды крепежных винтов и шурупов для листового металла. Они похожи на обычные крепежные винты, за исключением того, что у них есть возможность нарезания резьбы на конце.Разница между саморезами и винтами для листового металла состоит в том, что резьба может обрезаться только частично, а это означает, что если винт вытащить и снова вставить, он не нарежет новую резьбу, а будет следовать предыдущей.
| Кол-во | информация о продукте |
|---|---|
* * | Самосверлящие винты с шестигранной головкой, цинк — # 6×1 / 2 (100шт) $ 5. 36 номер детали: 2H0938050TK 36 номер детали: 2H0938050TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 6×3 / 4 (100шт) $ 5.65 Номер детали: 2H0938075TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×1 / 2 (100шт) $ 4.25 Номер детали: 2h225050TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×5 / 8 (100шт) $ 4.25 Номер детали: 2h225058TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×3 / 4 (100шт) $ 4. 25 Номер детали: 2h225075TK 25 Номер детали: 2h225075TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×1 (100шт) $ 4.25 номер детали: 2h225100TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×1-1 / 4 (100шт) $ 5.10 номер детали: 2h225125TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×1-1 / 2 (100шт) $ 5.10 номер детали: 2h225150TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 8×2 (50 шт. ) $ 4.25 номер детали: 2h225200TK ) $ 4.25 номер детали: 2h225200TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×1 / 2 (50шт) $ 3.40номер детали: 2h288050TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×5 / 8 (50шт) $ 3.40номер детали: 2h288058TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×3 / 4 (50шт) $ 3.40номер детали: 2h288075TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×1 (50шт) $ 3. 40номер детали: 2h288100TK 40номер детали: 2h288100TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×1-1 / 4 (50 шт.) $ 3.83 Номер детали: 2h288125TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×1-1 / 2 (50шт) $ 4.25 Номер детали: 2h288150TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 10×2 (50шт) $ 4.78номер детали: 2h288200TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 12×3 / 4 (50 шт.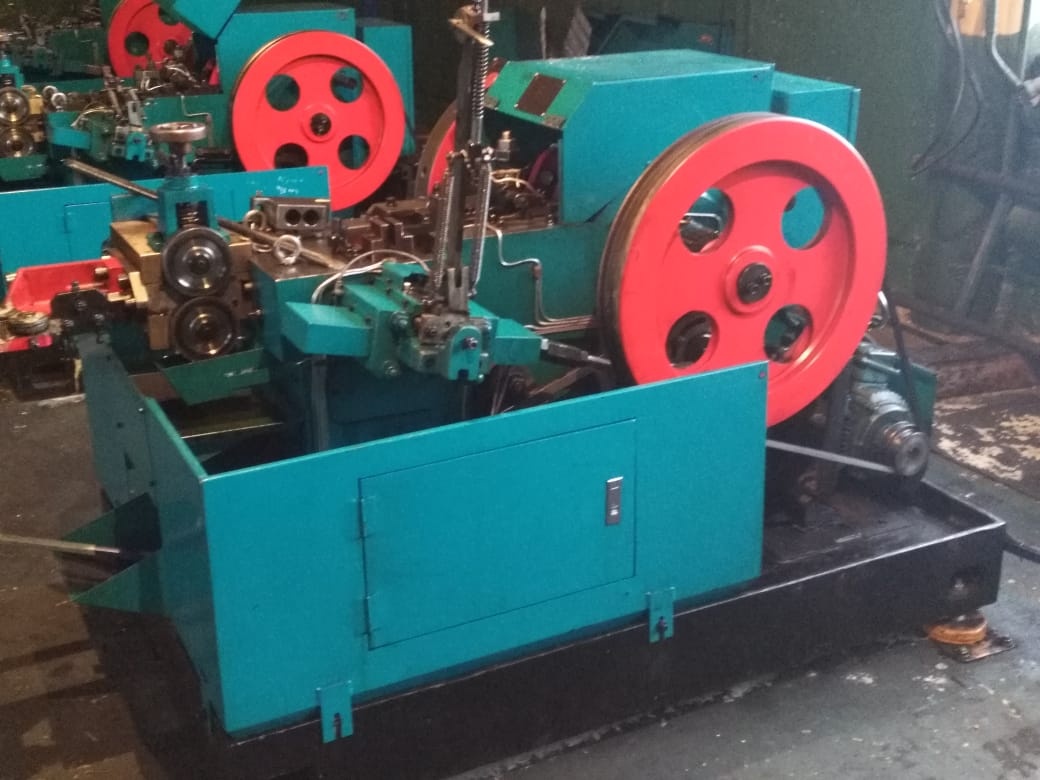 ) $ 4.68Номер детали: 2h320075TK ) $ 4.68Номер детали: 2h320075TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 12×1 (50шт) $ 5.53номер заказа: 2h320100TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 12×1-1 / 4 (50 шт.) $ 5.95 номер детали: 2h320125TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 12×1-1 / 2 (25шт) $ 3.19 Номер детали: 2h320150TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 14×3 / 4 (25шт) $ 3. 61номер детали: 2h350075TK 61номер детали: 2h350075TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 14×1 (25 шт.) $ 4.25 Номер детали: 2h350100TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 14×1-1 / 4 (25 шт.) $ 4.46 номер детали: 2h350125TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 14×1-1 / 2 (25шт) $ 4.46 номер детали: 2h350150TK |
* * | Самосверлящие винты с шестигранной головкой, цинк — # 14×2 (25шт) $ 5. 31 номер детали: 2h350200TK 31 номер детали: 2h350200TK |
| Кол-во | информация о продукте |
|---|---|
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 4×3 / 8 (100 шт.) $ 4.00 номер детали: S0625038PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 4×1 / 2 (100 шт.) $ 4.80 номер детали: S0625050PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 4×3 / 4 (100 шт. ) $ 5.60 номер детали: S0625075PT ) $ 5.60 номер детали: S0625075PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 4×1 (100 шт.) $ 6.40 номер детали: S0625100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 6×1 / 2 (100 шт.) $ 5.60 номер детали: S0938050PT |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 6×3 / 4 (50 шт.) $ 3.20 номер детали: S0938075PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 6×1 (50 шт. ) $ 3.60 номер детали: S0938100PT ) $ 3.60 номер детали: S0938100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 6×1-1 / 4 (50 шт.) $ 4.40 номер детали: S0938125PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 6×1-1 / 2 (50 шт.) $ 4.80 номер детали: S0938150PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×3 / 8 (100 шт.) $ 6.40 номер детали: S125038PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×1 / 2 (50 шт.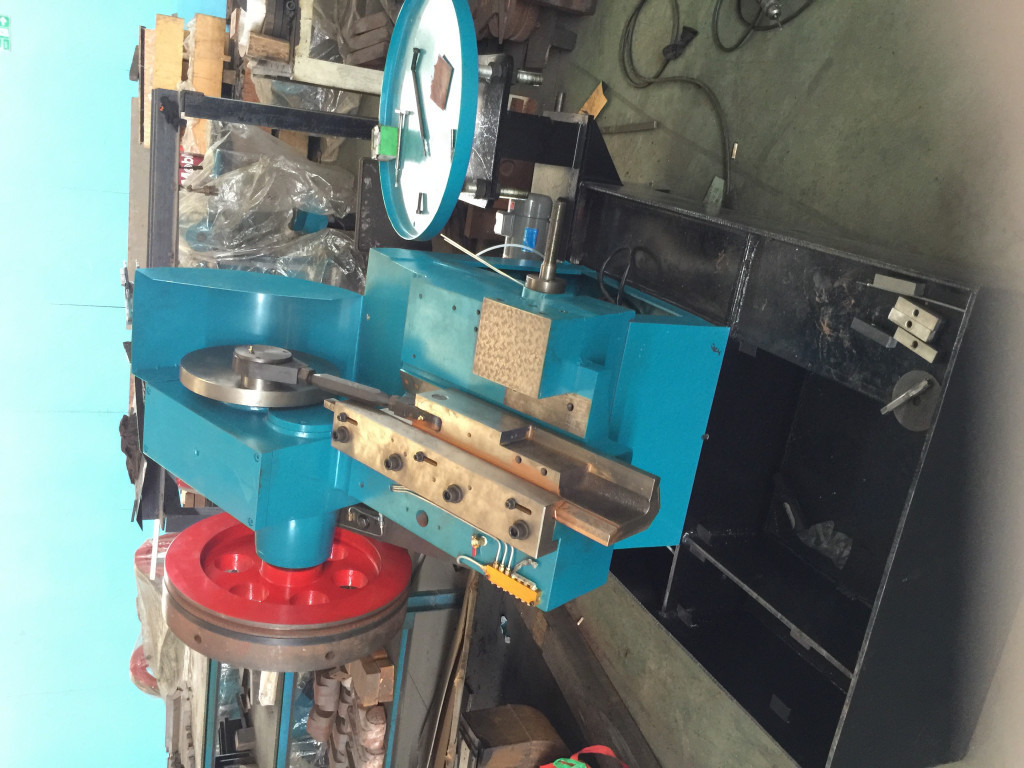 ) $ 4.00 номер детали: S125050PT ) $ 4.00 номер детали: S125050PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×5 / 8 (50 шт.) $ 4.00 номер детали: S125058PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×3 / 4 (50 шт.) $ 4.00 номер детали: S125075PT |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×1 (50 шт.) $ 4.80 номер детали: S125100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×1-1 / 4 (50 шт. ) $ 5.60 номер детали: S125125PT ) $ 5.60 номер детали: S125125PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×1-1 / 2 (25 шт.) $ 3.20 Номер детали: S125150PT |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×1-3 / 4 (25 шт.) $ 3.25 номер детали: S125175PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 8×2 (25 шт.) $ 3.80 номер детали: S125200PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×1 / 2 (50 шт. ) $ 4.00 номер детали: S188050PT ) $ 4.00 номер детали: S188050PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×3 / 4 (50 шт.) $ 5.20 номер детали: S188075PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×1 (25 шт.) $ 3.20 Номер детали: S188100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×1-1 / 4 (25 шт.) $ 3.20 Номер детали: S188125PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×1-1 / 2 (25 шт. ) $ 4.20 номер детали: S188150PT ) $ 4.20 номер детали: S188150PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×1-3 / 4 (25 шт.) $ 5.00 номер детали: S188175PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 10×2 (25 шт.) $ 5.60 номер детали: S188200PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×1 / 2 (25 шт.) $ 3.00 номер детали: S220050PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×3 / 4 (25 шт. ) $ 3.40 номер детали: S220075PT ) $ 3.40 номер детали: S220075PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×1 (25 шт.) $ 4.20 номер детали: S220100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×1-1 / 4 (25 шт.) $ 4.40 номер детали: S220125PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×1-1 / 2 (25 шт.) $ 5.00 номер детали: S220150PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×1-3 / 4 (25 шт. ) $ 5.40 номер детали: S220175PT ) $ 5.40 номер детали: S220175PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 12×2 (20 шт.) $ 5.60 номер детали: S220200PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×3 / 4 (25 шт.) $ 4.80 номер детали: S250075PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×1 (25 шт.) $ 5.40 номер детали: S250100PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×1-1 / 4 (20 шт. ) $ 4.96 номер детали: S250125PT ) $ 4.96 номер детали: S250125PT |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×1-1 / 2 (20 шт.) $ 5.44 номер детали: S250150PT |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×1-3 / 4 (20 шт.) $ 5.92 номер детали: S250175PT |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем из нержавеющей стали — # 14×2 (10 шт.) $ 3.90 номер детали: S250200PT |
| Кол-во | информация о продукте |
|---|---|
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 4×1 / 4 (100шт) $ 2. 55 Номер детали: 2P0625025T 55 Номер детали: 2P0625025T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 4×3 / 8 (100шт) $ 2.55 Номер детали: 2P0625038T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 4×1 / 2 (100шт) $ 2.55 Номер детали: 2P0625050T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 4×5 / 8 (100шт) $ 3.19 Номер детали: 2P0625058T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 4×3 / 4 (100шт) $ 3. 19 Номер детали: 2P0625075T 19 Номер детали: 2P0625075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 4×1 (100шт) $ 3.19 Номер детали: 2P0625100T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 6×1 / 4 (100шт) $ 2.55 Номер детали: 2P0938025T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×3 / 8 (100шт) $ 2.55 Номер детали: 2P0938038T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×1 / 2 (100шт) $ 3..jpg) 19 Номер детали: 2P0938050T 19 Номер детали: 2P0938050T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×5 / 8 (100шт) $ 3.19 Номер детали: 2P0938058T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 6×3 / 4 (100шт) $ 3.19 Номер детали: 2P0938075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×1 (100шт) $ 3.83 Номер детали: 2P0938100T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×1-1 / 4 (100 шт. ) $ 4.46 номер детали: 2P0938125T ) $ 4.46 номер детали: 2P0938125T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 6×1-1 / 2 (100шт) $ 3.61 номер детали: 2P0938150T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 6×2 (50 шт.) $ 3.19 Номер детали: 2P0938200T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×1 / 4 (100шт) $ 3.19 Номер детали: 2P125025T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 8×3 / 8 (100шт) $ 3. 19 Номер детали: 2P125038T 19 Номер детали: 2P125038T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×1 / 2 (100шт) $ 3.19 Номер детали: 2P125050T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×3 / 4 (100шт) $ 3.83 Номер детали: 2P125075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×1 (100 шт.) $ 4.46 номер детали: 2P125100T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×1-1 / 4 (50 шт. ) $ 3.40 номер детали: 2P125125T ) $ 3.40 номер детали: 2P125125T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 8×1-1 / 2 (50 шт.) $ 3.83 Номер детали: 2P125150T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×3 / 8 (100шт) $ 3.83 Номер детали: 2P188038T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 10×1 / 2 (100шт) $ 4.46 номер детали: 2P188050T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×3 / 4 (100шт) $ 5. 10 номер детали: 2P188075T 10 номер детали: 2P188075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×1 (100шт) $ 5.10 номер детали: 2P188100T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×1-1 / 4 (50 шт.) $ 3.19 Номер детали: 2P188125T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×1-1 / 2 (50 шт.) $ 3.51 номер детали: 2P188150T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×1-3 / 4 (50 шт. ) $ 3.83 Номер детали: 2P188175T ) $ 3.83 Номер детали: 2P188175T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 10×2 (50 шт.) $ 4.46 номер детали: 2P188200T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×1 / 2 (100шт) $ 5.10 номер детали: 2P220050T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×5 / 8 (50 шт.) $ 3.19 номер детали: 2P220058T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×3 / 4 (50 шт. ) $ 3.19 Номер детали: 2P220075T ) $ 3.19 Номер детали: 2P220075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×1 (50 шт.) $ 3.51 номер детали: 2P220100T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 12×1-1 / 4 (50 шт.) $ 4.14 Номер детали: 2P220125T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×1-1 / 2 (50 шт.) $ 4.78 Номер детали: 2P220150T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×1-3 / 4 (50 шт. ) $ 5.42 номер детали: 2P220175T ) $ 5.42 номер детали: 2P220175T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 12×2 (25 шт.) $ 3.03Номер детали: 2P220200T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×1 / 2 (50 шт.) $ 3.51 номер детали: 2P250050T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×3 / 4 (50 шт.) $ 4.88 номер детали: 2P250075T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×1 (50 шт. ) $ 4.78 Номер детали: 2P250100T ) $ 4.78 Номер детали: 2P250100T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×1-1 / 4 (50 шт.) $ 5.42 номер детали: 2P250125T |
* * | Саморезы с цилиндрической головкой и крестообразным шлицем, цинк — # 14×1-1 / 2 (25 шт.) $ 3.35 номер детали: 2P250150T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×1-3 / 4 (25 шт.) $ 3.67 Номер детали: 2P250175T |
* * | Самонарезающие винты с цилиндрической головкой и крестообразным шлицем, цинк — # 14×2 (25 шт. ) $ 4.14 Номер детали: 2P250200T ) $ 4.14 Номер детали: 2P250200T |
Нарезание резьбы 101 | Инструмент Wilson
Нарезание резьбы в листовом металле — это использование резьбонарезного инструмента для формирования материала в предварительно пробитом или экструдированном сквозном отверстии для создания резьбы для зацепления несамонарезающего винта. Это приложение обычно требуется для соединения одной детали из листового металла с другой.
Как работает инструмент для нарезания резьбы в станке?В пробивной пресс помещается инструмент для нарезания резьбы внутри станка, аналогичный инструментам для пробивки или формовки.Инструмент для нарезания резьбы использует каждый ход машины для получения точной резьбы в запрограммированных местах. С каждым ходом инструмент входит в зацепление, и метчик вращается, формируя материал, создавая необходимый шаг резьбы. Инструмент для нарезания резьбы имеет встроенную систему впрыска жидкости, которая синхронизируется с ходом станка, чтобы уменьшить износ инструмента. Метчики, используемые в нарезном инструменте для создания резьбы, легко заменяются и доступны в метрических и британских единицах измерения. На метчики также нанесено покрытие, чтобы продлить срок их службы и повысить производительность.
Чтобы нарезать резьбу на листовом металле для несамонарезающего винта, вам понадобится достаточно материала, на который нарезан винт, чтобы он мог зацепиться за него. Для более толстого материала сквозное отверстие — это все, что нужно, в то время как более тонкий материал нужно будет экструдировать. Специалисты по инструментальной оснастке Wilson Tool проконсультируют вас по каждому применению, чтобы обеспечить надлежащее взаимодействие.
Какие типы кранов доступны?Доступны метчики с метрической и дюймовой резьбой:
Метрическая | Имперская система |
 5 х 45
5 х 45 * дополнительные размеры доступны по запросу.
Какие типы инструментов для нарезания резьбы в станке доступны?Wilson Tool предлагает широкий выбор инструментов для нарезания резьбы внутри станка.
• QuickTap ™ для станков с толстой револьверной головкой
• QuickTap для машин Strippit PX
• QuickTap для машин Euromac
• Инструмент для нарезания резьбы для станков Trump-Style
Для получения дополнительной информации об инструментах для нарезания резьбы от Wilson Tool, пожалуйста, свяжитесь с нашими специалистами по инструментам или посетите сайт wilsontool.com/tapping.
Галерея саморезов
Примерно год назад, когда разразилась пандемия, медицинское сообщество поспешило приобрести защитное снаряжение — особенно маски для лица — всем, кто хотел. К сожалению, масок, похоже, не хватило.
Чтобы противостоять этой нехватке, Чарльз Бойс, президент Boyce Technologies (BTI), поручил своей компании разработать и построить машину, которая могла бы быстро и эффективно изготавливать маски. Первым шагом было изучение машин для изготовления масок, уже имеющихся на рынке.
«Все машины для изготовления масок, которые мы рассматривали, были созданы на основе конструкций 20-летней давности; это были большие специализированные машины », — говорит Том Пауэлл, вице-президент по развитию бизнеса BTI. «К тому же они были дорогими, требовали много места, и в ближайшее время вы не смогли бы его получить. Благодаря новым технологиям мы знали, что сможем создать маневренную машину с высокой пропускной способностью, занимающую мало места и значительно меньшую стоимость владения ».
Рабочая камера для масок Boyce Technologies имеет небольшую занимаемую площадь, чтобы быть быстрой и легко настраиваемой, а также легко адаптируемой для изготовления масок для различных медицинских процедур.Tolomatic, Inc.
Команда BTI также хотела, чтобы ее новые машины были гибкими и легко модифицируемыми для изготовления масок разных размеров, например, для детей меньшего размера, а также для разных размеров лица и стилей масок. Машины также смогут использовать различные материалы, такие как хлопок и синтетику, и прикреплять ремни из разных материалов и разной длины.
«Нет смысла создавать универсальную машину, — объясняет Пауэлл. «Мы разработали машину, которая может дать людям то, что они хотят.”
Чтобы сделать машину компактной, быстрой и гибкой, конструкторы BTI знали, что ей потребуются современные компоненты управления движением, такие как приводы, роботы, ПЛК, серводвигатели, конвейеры и средства связи на базе EtherNet IT.
Рабочая камера спроектирована таким образом, чтобы ее можно было адаптировать для изготовления масок для различных медицинских процедур. Tolomatic, Inc.
Для электрических приводов, которые будут перемещать, формировать, индексировать, резать и собирать ткани в маски, BTI превратила в Tolomatic, Inc., компания из Миннеаполиса, которая может быстро предоставить широкий выбор приводов для управления движением, необходимой длины и опций. Tolomatic также находится в США, что является плюсом для менеджеров BTI, которые хотели использовать детали американского производства для повышения качества, доставки и технической поддержки.
Маскировочная машина имеет три основных этапа: подача материала; сформировать и вырезать; и собрать и закончить. На первой станции бесштоковый привод с ременным приводом Tolomatic B3W перемещает и поддерживает материал. Привод втягивает лист тяжелого материала и поддерживает нагретый формовочный пресс, который опускается поверх листа.Привод должен выдерживать высокие моментные нагрузки и выдерживать 100 фунтов веса пресса. Весь блок, включая внутреннюю опору каретки и подшипники, герметичен; внешних направляющих нет. Это предотвращает попадание волокон и частиц в привод и препятствование движению.
Весь блок, включая внутреннюю опору каретки и подшипники, герметичен; внешних направляющих нет. Это предотвращает попадание волокон и частиц в привод и препятствование движению.
На второй станции другой бесштоковый привод с ременным приводом также обеспечивает быстрое позиционирование при перемещении и поддержке пресса, который разрезает и сваривает маски. Этот привод перемещается на расстояние до 200 дюймов.в секунду и поддерживает большие моментные нагрузки для ускорения производства.
Приводы Tolomatic B3W (горизонтальные стержни, верх и низ формирователя маски) перемещают материал и поддерживают нагретый формовочный пресс. Блок герметизирован для предотвращения загрязнения твердыми частицами. Толоматик, Inc.
На третьей станции бесштоковые приводы перемещают предварительно сформированные маски к роботу ABB, который захватывает их и переворачивает на другую сторону стола. Там роботы разрезают и накладывают ремни, а также клеят, разрезают и накладывают носовые части.Два линейных привода скольжения Tolomatic GSA помогают при ультразвуковой сварке эластичных петель, огибающих уши пользователя. Затем маски выгружаются для упаковки и отправки.
BTI теперь думает о том, как использовать свою новую маскировочную машину после пандемии. Поскольку она предназначена для изготовления масок для различных медицинских процедур, компания получает запросы на специальные маски и маски, не связанные с COVID. «Мы рассматриваем целый ряд новых продуктов, связанных с масками, чтобы помочь врачам облегчить процедуры, которые они не могут выполнять сейчас.Мы видим развивающийся рынок индивидуальных масок для конкретных процедур », — говорит Пауэлл.
Завод по производству автоматических самонарезающих винтов
| Класс автоматизации | ПОЛНОСТЬЮ АВТОМАТИЧЕСКИЙ |
| Материал | MS | BM | CI |
| Напряжение | 220 ~ 440 |
| Размер | ВАРИАНТНЫЕ РАЗМЕРЫ | ПО МОЩНОСТИ | |
| Марка | Братья Саггу |
| Мощность двигателя | ВАРИАНТ МОЩНОСТИ | В СООТВЕТСТВИИ С ВЫБРАННОЙ МОДЕЛЬЮ |
В соответствии с международными стандартами качества, мы стремимся предоставить автоматическую двухтактную холодновысадочную машину оптимальной марки .
 Гофрокороб высокого качества используется для беспрепятственного прохождения этой машины при доставке до конца клиента. После производства наша команда контролеров качества проверяет эту машину по различным параметрам, чтобы убедиться, что конечный продукт соответствует установленным отраслевым требованиям. Предлагаемая холодновысадочная машина с двойным ходом отличается простотой установки и обслуживания, простотой в эксплуатации, высокой производительностью и более длительным сроком службы.
Гофрокороб высокого качества используется для беспрепятственного прохождения этой машины при доставке до конца клиента. После производства наша команда контролеров качества проверяет эту машину по различным параметрам, чтобы убедиться, что конечный продукт соответствует установленным отраслевым требованиям. Предлагаемая холодновысадочная машина с двойным ходом отличается простотой установки и обслуживания, простотой в эксплуатации, высокой производительностью и более длительным сроком службы. Характеристики:
- Низкие эксплуатационные расходы
- Простота эксплуатации
- Прочная конструкция
- Высокоточная работа
- Высокая производительность
| старший№ | Длина заготовки | Макс. Диаметр проволоки | Производство в минуту | Требуется H.P. |
| 1 | 25 мм (1 «) | 3 мм (1/8 дюйма) | 125–150 | 1 |
| 2 | 32 мм (1,1 / 4 дюйма) | 4 мм (5/32 дюйма) | 100-125 | 1,5 |
| 3 | 40 мм (1,1 / 2 «) | 5 мм (3/16 дюйма) | 80-90 | 2 |
| 4 | 50 мм (2 «) | 6 мм (1/4 «) | 70-80 | 3 |
| 5 | 65 мм (2.1/2 «) | 8 мм (5/16 «) | 60-65 | 5 |
| 6 | 75 мм (3 «) | 10 мм (3/8 дюйма) | 55-60 | 7,5 |
| 7 | 100 мм (4 «) | 10 мм (3/8 дюйма) | 55-60 | 7,5 |
| 8 | 100 мм (4 «) | 12 мм (1/2 «) | 50-55 | 15 |
| 9 | 150 мм (6 дюймов) | 12 мм (1/2 «) | 40-45 | 20 |
| 10 | 125 мм (5 дюймов) | 15 мм (5/8 «) | 40-45 |
Дополнительная информация:
- Срок поставки: 1 месяц
- Детали упаковки: Деревянный ящик (Тип болта | Heavy Duty)
