
Процесс производства плитки (по пунктам)
Видео процесса производства плитки на фабрике Ceramika Paradyz
Плитку используют в обиходе уже больше двух тысяч лет, а её родственника – обожжённую глину – и того больше. Плитка, керамика, глина – переплетающиеся между собой части одного целого. Даже слово «керамика» произошло от греческого «keramos», что в переводе означает «глина». Производство керамической плитки – очень трудоемкий, сложный и кропотливый процесс, требующий от работников фабрики, экспертов, перевозчиков и всех людей, задействованных в создании, казалось бы, простого цветного черепка, большой отдачи и любви к своему делу.
1) Склад и автоматические весы. Производство начинается со склада сырья. Именно здесь хранится сырье, которое будет использоваться в производстве керамической плитки. Говоря «сырье», мы подразумеваем полевой шпат, песок, каолин.
2) Центрифуги. Нужное количество сырья попадает в центрифуги. Там получается измельченный однородный материал с определенным количеством влаги, необходимой для формовки. Смешивание происходит в специальной центрифуге, куда вместе с сырьем помещаются вода и шары из керамики. Когда центрифуга вращается, шары, ударяясь друг об друга, измельчают сырье до состояния шликера.
3) Резервуары. Шликер транспортируется в резервуары. Для того чтобы вода равномерно распределилась по всей массе, а также для большей пластичности субстанции, готовую массу некоторое время выдерживают в специальных резервуарах. Масса должна постоянно перемешиваться, поэтому у каждого резервуара есть мешалка. В резервуарах будущую плитку также окрашивают пигментами в различные цвета, если необходимо.
4) Сушка. На этом этапе масса отправляется в Распределительную сушку. После того, как получилась равномерно перемешанная-смешанная масса, влага больше не нужна. Поэтому на массу распыляют горячий воздух из шликера. Благодаря этому влага испаряется. Получается порошкообразная смесь. Полученная путем обезвоживания порошкообразная смесь транспортируется в силосные башни. Здесь она может окрашиваться цветными пигментами по технологии сухого окрашивания (если требуется).
5) Прессование. Из силосных башен смесь направляется на прессовальные станки. Тут порошковую смесь загружают в специальные пресс-формы гидравлического пресса. В них смесь уплотняется и приобретает определенную прочность. На этом этапе смесь уже начинает походить по форме на керамическую плитку. И именно сейчас плитка может подвергаться дополнительной обработке: например, для получения полированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. В пресс-формах определяется не только форма плитки, но и фактура её поверхности.
6) Нанесение глазури и узоров. Этот этап имеет место быть только в процессе производства глазурованной керамической плитки. На поверхность изделия наносится эмаль и узоры. Если плитка неглазурованная, то она сразу обжигается.
7) Сушка. Плитка попадает в сушильную печь. Благодаря сушке из изделия испаряется влага, которая была нужна для формовки.
8) Обжиг. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Для каждого материала существует своя температура максимального обжига. Обжигаются плитки в тоннельной печи. Плитки одна за другой продвигаются через зоны подогрева, обжига и охлаждения. Температуру выставляют в соответствии с назначением будущего продукта. Небольшая разница температур при изготовлении плитки одного цвета делает эти плитки разного тона.
9) Контроль качества. После обжига плитки охлаждают и отправляют на визуальный контроль качества. Да, мы не ошиблись, именно визуальный.
10) Сортировка и упаковка. На последнем этапе производства плитки сортируются и упаковываются в коробки с этикетками и маркировками. На маркировках и этикетках находится подробное описание изделия. Коробки с плиткой упаковываются в пленку и отправляются на прилавки.
А ещё вы можете посмотреть видео строительства и функционирования логистического центра фабрики Ceramika Paradyz.
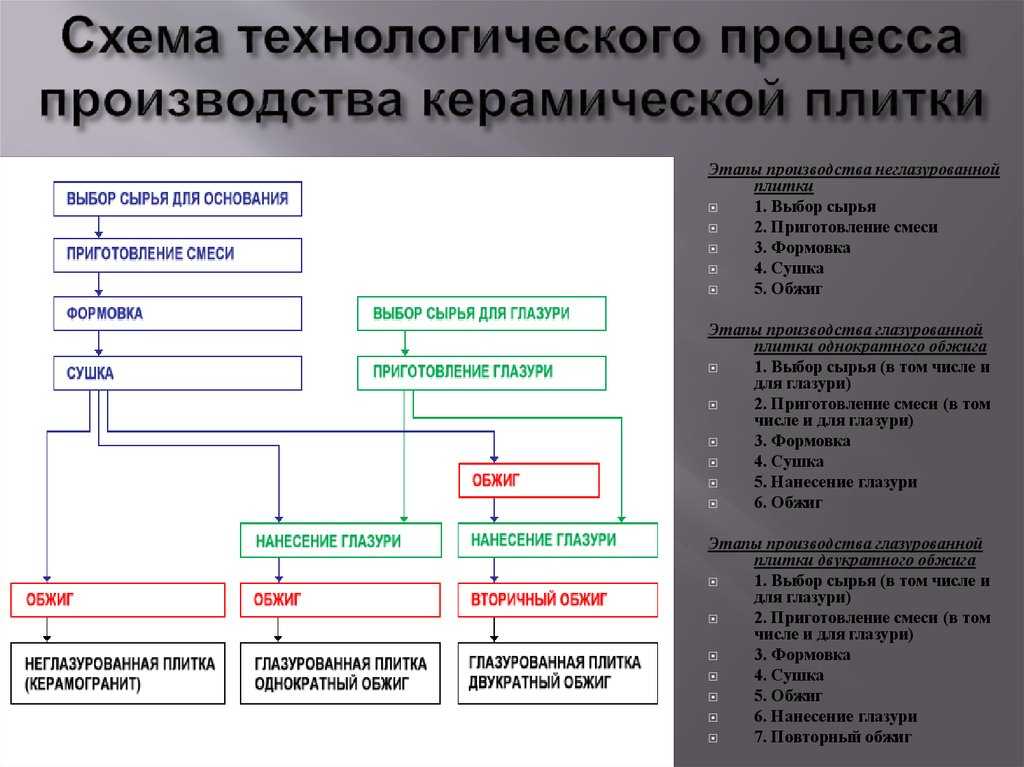
Чтобы лучше ознакомиться с темой, можете посмотреть статьи «Процесс производства керамической плитки (в фотографиях)» и «Процесс производства керамической плитки (в виде схемы)».
Технологии | ОАО «Керамин»
Главная → Продукция → Керамическая плитка и керамогранит → Технологии
1
Технология производства керамической плитки и керамогранита
Процесс производства керамической плитки состоит из нескольких этапов, во время которых происходит переработка и обработка сырья. Для производства керамической плитки на предприятии используется только высококачественное сырье: глина, полевой шпат, песок, каолин, красители, фритта и другие материалы.
Технология изготовления включает ряд этапов производства в зависимости от типа плитки (глазурованная или неглазурованная).
2
Приготовление смеси и пресспорошка
Для приготовления основы плитки используются природные и искусственные материалы.
Согласно рецептуре, все сырьевые материалы дозируются, тщательно измельчаются и перемешиваются до получения однородной массы.
Приготовление пресспорошка включает в себя несколько операций, которые обеспечивают получение однородного материала, нужную гранулометрию и влажность, необходимые для последующего прессования. Наряду с технологией окрашивания цветными пигментами на стадии приготовления шликера, в 2009 г на ОАО «Керамин» освоена технология сухого окрашивании.
3
Прессование
Плитка производится методом полусухого прессования. При прессовании порошкообразная масса с содержанием влаги 4 — 6% сдавливается в двух направлениях, обычно под давлением порядка 200-400 кг/см2. Под давлением происходит перемещение и частичная деформация гранул, благодаря чему необожженная плитка приобретает необходимую для последующих операций прочность.
Для производства керамогранита на ОАО «Керамин» применяются новейшие мировые инновационные технологии и оборудование итальянских фирм SACMI, LB, SYSTEM.
Новая линия укомплектована прессом с усилием 6200 тонн. Это первый пресс с такими характеристиками, установленный на территории стран СНГ и восточной Европы.
4
Сушка
После прессования плитка высушивается. Сушка производится горячим воздухом в сушильных агрегатах непрерывного действия. По мере продвижения по конвейеру плитка проходит 3 этапа: прогрев, испарение влаги, охлаждение.
5
Декорирование
Процесс декорирования глазурованной плитки включает последовательное нанесение на лицевую поверхность плитки ангоба, рисунка и глазури.
Ангоб создает гладкую и стабильную по цвету поверхность.
Для нанесения рисунка на плитку ОАО «Керамин» использует несколько технологий, в зависимости от вида продукции и желаемого конечного эффекта:
- Шелкография. Рисунок наносится на плитку путем продавливания мастик через сетки-трафареты.
- «ROTOCOLOR». Технология позволяет выпускать плитку с неповторяющимся рисунком, имитирующим природный камень, дерево, текстиль.
 Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана.
Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана. - Цифровая печать. Технология позволяет значительно расширить спектр творческих поисков и дизайнерских решений, максимально точно повторить на керамике природные фактуры: камень, дерево, мрамор. Использование технологии значительно совершенствует производственную логистику, позволяет оперативно производить пробные партии продукции, запускать новинки в серийное производство.
- Технология сухого декорирования с применением установок CROMA и COLOR VERTICAL DRY позволяет создавать керамогранит с улучшенными эстетическими и эксплуатационными свойствами с повышенной прочностью и стойкостью к истиранию.
 Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана.
Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана. Глазурь может наноситься на высушенную поверхность при однократном обжиге или на уже обожженную поверхность – при многократном обжиге.
Глазурь представляет собой смесь различных минералов и соединений: фритта, каолин, песок, различные окислы, красящие пигменты, которые наносятся на поверхность изделия и расплавляются. При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства.
При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства.
6
Обжиг
Во время обжига в самой плитке и в глазури происходят различные химические реакции и физические изменения, от результата которых зависят характеристики изделия. На этой стадии плитка приобретает механические характеристики, делающие ее пригодной для использования в качестве облицовочного материала.
Это завершающая стадия технологического процесса. Обжиг производится в газовых щелевых роликовых печах в течение 35-60 мин. Процесс состоит из 3 стадий: прогрев до максимальной температуры, выдержка при максимальной температуре, охлаждение.
При однократном обжиге отпрессованная плитка сразу покрывается глазурью и обжигается. Таким методом изготавливают глазурованный керамический гранит и керамическую плитку для полов.
Для получения плитки для внутренней облицовки стен применяется двукратный обжиг. Сначала обжигается «черепок» плитки, затем его поверхность покрывается ангобом и глазурью, декорируется и обжигается вторично. «Черепок» обжигается при температуре 1100˚С, глазурь – при 1020-1050˚С. Обжиг длится не менее 40 минут.
«Черепок» обжигается при температуре 1100˚С, глазурь – при 1020-1050˚С. Обжиг длится не менее 40 минут.
Использование технологии многократного обжига расширяет дизайнерские решения продукции. Именно эта технология позволяет декорировать плитку золотом, платиной, металлизированными глазурями, люстром, «витрозой».
Для производства декоративных элементов (бордюры, вставки, фризы) используется готовая плитка. На ее поверхность методом шелкографии наносится рисунок, витроза и другие материалы для декорирования. Затем плитка подвергается обжигу и, в случае производства фризов и бордюров разрезается на штучные изделия.
7
Сортировка и упаковка
Прежде чем поступить на участок упаковки и далее на склад, продукция сортируется согласно требованиям стандартов. Сортировка производится на поточно-конвейерной линии, упаковка и укладка ящиков на поддон производится роботом-укладчиком. На складе готовой продукции хранение плиток осуществляется раздельно по цветам и рисункам.
Плитка Как это сделано
Независимо от того, какое напольное покрытие вы в конечном итоге решите, оно будет сконструированы или изготовлены каким-либо образом. Но как создается керамика в мире все свое.
Этот процесс древний, и получаемые в результате преимущества многочисленны и желательны: красота, долговечность, практичность и универсальность.
Керамическая плитка — это произведение искусства, по которому вы ходите, эффектный вход, освежающий эффект. поверхность для ванны/спа, изысканная кухня для глаз. Керамическая плитка это искусство под ногами, которым вы восхищаетесь как владелец и желаете как посетитель.
Понимание того, как изготавливается керамика, дает вам знания о ней с самого начала.
рождение. Это важная информация, потому что это материалы, которые вы
будете жить долгие годы, если вы выберете этот напольный продукт.
Знание керамической конструкции также поможет вам лучше понять и оценить ее характеристики. аспекты. Вы узнаете, почему некоторые керамические изделия легче чистить, чем другие; почему некоторые более долговечны.
Кроме того, понимание того, как изготавливается керамика, может сделать вас лучшим покупателем, поможет вам определить стоимость керамического напольного покрытия и держать вас «в плюсе» в отношении ваш бюджет на благоустройство дома.
Поэтому, пожалуйста, читайте дальше, и мы поможем вам узнать, как изготавливается керамика. различные шаги, обсудить альтернативные типы керамики и предложить вам простой чтобы понять систему рейтинга истирания.
Керамическое производство объединяет землю и огонь.
Основные ингредиенты керамической плитки и общий производственный процесс не известны. так изменился на протяжении столетий.
так изменился на протяжении столетий.
Вся керамическая плитка создается из натуральных продуктов, добытых из земли, которые из них формуют плитки, а затем обжигают в печах при очень высоких температурах.
Путеводитель по двум классам керамической плитки.
Существует 2 основных типа конструкции плитки: глазурованная и неглазурованная .
Если посмотреть на глазурованную плитку сбоку, то можно увидеть 2 слоя. Тело плитка, или самый большой слой, называется бисквит. Верхний слой называется глазурью. как в глазированных пончиках.
Глазурованная плитка имеет твердую непористую, непроницаемую поверхность после обжига. Они есть
более устойчивы к пятнам, чем неглазурованная плитка, и их легко чистить. Что-то рассмотреть
для более активных зон вашего дома, таких как кухня и ванная.
Неглазурованная плитка добавит вашему дому совершенно другую красоту. Они сплошного цвета насквозь и не имеют верхнего слоя глазури. Это часто упоминается как сквозная конструкция кузова.
Они не имеют дополнительных поверхностных покрытий и, как правило, более плотные и прочные. чем глазурованная плитка. Таким образом, они больше подходят для внутренних и наружных работ. где износостойкость является проблемой.
Если в вашем доме есть участки с высокой активностью или детские «зоны», неглазурованная плитка может быть просто ответ.
Процесс производства керамической плитки состоит из 5 этапов: добыча, смешивание и Смешивание, прессование, глазирование и обжиг.
Шаг 1 является основным и органичным.
Процесс начинается с добычи сырья, которое представляет собой смесь, состоящую
в основном из глины и минералов.
Шаг 2 превращает грязь в мелкий песок.
Смесь глины и минералов смешивают и смешивают в полумелкий порошок.
Воду добавляют для образования влажной суспензии или грязеподобной консистенции. Затем суспензия перекачивается в большую сушилку.
И результат? Мелкая глиняная пудра, похожая на теплый мелкий песок.
На шаге 3 форма обретает форму.
Затем глина прессуется или формуется в виде плитки. Эти прессованные плитки называются зеленых плиток на данном этапе.
Существует также другой метод, называемый экструзией , который может заменить прессование.
шаг. Экструдированные плитки формируются путем продавливания глиняного материала через форму для
желаемая форма по сравнению с прессованием плитки.
Тем не менее, прессование является более распространенным методом, используемым сегодня. А после зеленой плитки образуются, их сушат, чтобы удалить часть влаги.
Шаг 4 – этап глазури.
Это следующий шаг в процессе производства тех плиток, которые будут есть глазурь.
Если плитка должна оставаться неглазурованной, она пропускает этот шаг и переходит непосредственно к обжигу. печь.
Жидкая глазурь готовится из производного стекла, называемого фриттой , и окрашивается. красители. Глазурь наносится либо распылением под высоким давлением, либо выливается напрямую. на плитку.
Шаг 5 действительно нагревает вещи.
Керамическая плитка теперь обжигается в печи при температуре около 2000 градусов. по Фаренгейту.
по Фаренгейту.
Плитка, которая обжигается один раз после нанесения глазури, называется плиткой monocoturra . или однозарядный .
Другой тип называется biocuttura или плитка двойного обжига . Биокутурра плитки сначала обжигают после того, как зеленая плитка высохнет, а затем снова обжигают после наносится глазурь.
Необязательный, прочный выбор — фарфор.
Помимо 2 видов керамической плитки, глазурованной и неглазурованной, есть еще одна категория которая продолжает набирать популярность – красивая, элегантная, керамогранитная плитка.
Керамогранит на 50% состоит из полевого шпата и обжигается при гораздо более высокой температуре.
чем обычная керамическая плитка. Это делает керамогранит намного тверже и плотнее. чем другие плиточные изделия.
чем другие плиточные изделия.
Их высокая производительность и низкое водопоглощение менее 0,5 процента. сделайте эту плитку достойным выбором для вашего дома.
Кроме того, керамогранит можно использовать как для внутренних, так и для наружных работ. а также тяжелые или коммерческие районы.
После проверки качества готовой плитки она упаковывается, упакованы и готовы к отправке.
Поймите это, чтобы быть опытным покупателем плитки.
Не вся керамическая плитка подходит для каждой зоны вашего дома. Красивый, декоративный плитка, которую вы можете положить на кухонный фартук, может быть не рекомендована для укладки на полу.
У большинства производителей есть рейтинговая система, основанная на американской классификации или поддерживаемая ею. Общество испытаний и материалов (ASTM). Много раз вы можете найти эти рейтинги
на образце плитки или в каталоге продукции.
Общество испытаний и материалов (ASTM). Много раз вы можете найти эти рейтинги
на образце плитки или в каталоге продукции.
Наиболее распространенная система оценивает стойкость керамической плитки к истиранию или общую долговечность. плитки. Есть 5 классов, о которых вы должны знать.
Класс 1
Нет пешеходного движения
Класс 2
Световой трафик
Класс 3
Световые и умеренные трафика
Класс 4
ОДНОВЫЙ ИЛИ ТРЕЙТИ
КЛАСС 5
HEARP/EXTER HEARTER DRAFICE
5
Heavy/Extre Hearner Drafic
.
Класс 1: без пешеходного движения.
Эти плитки рекомендуются только для внутренних стен, а не для пола.
Класс 2: легкий трафик.
Эти плитки рекомендуются для внутренних стен и для жилых ванных комнат. только напольное покрытие.
Класс 3: легкое и умеренное движение.
Эти плитки можно использовать для полов и стен в жилых помещениях, включая ванные комнаты, кухни, фойе, столовые и семейные комнаты. Они хороши во всем исполнитель.
Класс 4: трафик от умеренного до интенсивного.
Эти плитки рекомендуются для жилых, средних коммерческих и легких промышленных помещений. напольное и настенное применение, включая торговые центры, офисы, рестораны комнаты, демонстрационные залы и коридоры.
Класс 5: интенсивное/сверхинтенсивное движение.
Эти плитки могут быть установлены в любом месте. Они будут держаться в напольных и настенных приложениях
в аэропортах, супермаркетах и метро. Плитка не становится тверже.
Они будут держаться в напольных и настенных приложениях
в аэропортах, супермаркетах и метро. Плитка не становится тверже.
Вы также можете увидеть рейтинг сопротивления скольжению, который измеряется его коэффициентом. трения (КОФ). Чем выше коэффициент трения, тем более устойчива к скольжению плитка. Это важно при выборе напольной плитки для помещений, которые намокают, например, в душе. или пол в ванной.
Другие рейтинги, указанные производителем, могут включать: устойчивость к царапинам, влаге. впитываемость, химическая стойкость и прочность на разрыв.
На этом мы завершаем наш раздел о том, как изготавливается керамика — о ее различных типах. строительство, производственный процесс и как плитка оценивается с точки зрения активности.
Надеемся, что знание того, как изготавливается керамическая плитка, поможет вам в принятии решения о
создано ли оно для вашего дома и для вашего стиля жизни.
Магазин плиточной фабрики объясняет, как изготавливается керамическая плитка?
Керамическая плитка существует уже тысячелетия. Они украсили бесчисленное количество домов и других зданий по всему миру. Хотя принцип остается прежним, фактическая производственная линия значительно изменилась с развитием технологий. Кроме того, ниже мы подробно расскажем, как изготавливается керамическая плитка.
Шаг 1. Сырье для керамической плитки
Сначала производитель собирает ряд исходных материалов. Обычные материалы, используемые для производства керамической плитки, включают белую глину, тальк, песок, полевой шпат, иллитовую и каолинитовую глину, доломит и кальцит. Производитель будет добывать и очищать их. Кроме того, они привозят материалы на завод-изготовитель и хранят их отдельно.
Этап 2. Смешивание и формование
Затем производитель смешивает сырье в определенных пропорциях по весу. Производитель достигает указанной смеси, изменяя скорость каждого конвейера, прежде чем главный конвейер соберет все материалы вместе для следующего процесса. Затем конвейер сбрасывает смесь в резервуар для хранения. Затем он подает это в серию смесительных баков с водой и керамическими гранулами. Это образует жидкий материал, называемый суспензией.
Затем конвейер сбрасывает смесь в резервуар для хранения. Затем он подает это в серию смесительных баков с водой и керамическими гранулами. Это образует жидкий материал, называемый суспензией.
Затем они временно хранят навозную жижу в больших резервуарах. Затем они подают его в распылитель. Распылитель имеет сопло, которое распыляет суспензию в его середину. Поток горячего воздуха помогает взвеси стать воздушной, и она быстро высыхает, образуя распыленный порошок.
Затем они высыпают распыленный порошок в отмеренных количествах в лоток, который равномерно распределяет порошок по форме. Затем большой гидравлический пресс прикладывает усилие 300-400 кг/см 2 . Благодаря высокому давлению и остаточной влажности этот процесс превращает порошок в твердую массу. Они дополнительно сушат эти сформированные куски, чтобы удалить большую часть оставшейся влаги. Это гарантирует, что продукт будет выходить из печи стабильного качества, без физических недостатков или дефектов.
Этап 3. Остекление
Остекление и экранирование служат как практическим, так и художественным целям. Они позволяют плитке обрести эстетическую красоту, водоотталкивающие свойства и долговечность. Остекление и экранирование также обладают хорошими гигиеническими свойствами. Во-первых, производитель использует роликовые экраны для нанесения рисунка и цвета. Чтобы добиться большего разнообразия дизайна, производитель может добавить в линию дополнительную рольганговую сетку.
Производитель проводит многочисленные испытания, прежде чем принять окончательный состав. Им необходимо проверить качество отделки, правильность дизайна и цветопередачу. Глазурь — это стеклоподобное вещество, которое наносят на поверхность плитки. Они делают это различными методами, такими как распыление, водопад, просеивание или методы сухого остекления.
Шаг 4. Обжиг
После нанесения глазури плитка обжигается в печи. Существуют различные типы печей, но печь с роликовым подом является наиболее эффективной. Эта печь отличается превосходной однородностью температуры, чистотой и теплоэффективностью. Температура в печи этого типа может достигать 1190 градусов по Цельсию. Обжиг затвердевает глазурь и удаляет всю остаточную влагу из керамики. На этом этап изготовления керамической плитки завершается.
Эта печь отличается превосходной однородностью температуры, чистотой и теплоэффективностью. Температура в печи этого типа может достигать 1190 градусов по Цельсию. Обжиг затвердевает глазурь и удаляет всю остаточную влагу из керамики. На этом этап изготовления керамической плитки завершается.
Этап 5. Проверка качества
Для обеспечения качества готовый продукт проходит проверку на наличие дефектов. Механические и человеческие средства проверяют калибр, оттенок и качество плитки. Затем информация о каждой плитке используется для соответствующей сортировки и упаковки керамической плитки. Затем производитель маркирует эти коробки с указанием качества, оттенка и калибра. Затем они помещают их на соответствующий поддон, готовый к отправке.
Итак, вот как делают керамическую плитку. Эволюция технологий означает большую согласованность и дополнительную эстетическую привлекательность плитки. Почему бы не рассмотреть возможность использования плитки для вашего следующего проекта.