
Оборудование для производства полистиролбетона — АлтайСтройМаш
Большинство строительных объектов сегодня возводят из стройматериалов, созданных новейшими технологиями. Доступная стоимость и высокая прочность делают эти материалы более привлекательными по сравнению с традиционными.
Большую популярность приобрел полистиролбетон — один из видов лёгкого бетона (к этой категории относят также газобетон и пенобетон). В его составе, в качестве наполнителя используются гранулы полистирола. Как показывает европейский опыт, использование полистиролбетона позволяет значительно экономить энергоресурсы. Он легкий, хорошо сохраняет тепло и обеспечивает высокую звукоизоляцию.
Структура полистиролбетонного блока.
Для приготовления, перемещения и заливки смеси необходима мобильная установка для полистиролбетона, которая позволяет изготавливать штучные изделия (блоки), а также монолитную заливку при тепло- и звукоизоляции крыш; заливке полов; монолитной заливке самонесущих стен.
Технология производства полистиролбетона
Технологические операции изготовления полистрилбетонной смеси достаточно просты: в смеситель для полистиролбетона подается вода, затем цемент и химические компоненты. В течение 1-2 минут состав перемешивается, далее загружаются полистирольные гранулы, и дополнительно перемешивается еще 1 минуту до получения однородной структуры. Продолжительность приготовления раствора, с учетом времени загрузки и смешивания компонентов, должна составлять не менее 3-5 мин. Далее, полученная смесь транспортируется и укладывается при помощи героторного насоса по шлангу. Его конструкция и механизм работы позволяют сохранять требуемый объем воздуха в процессе приготовления.
Транспортирование и укладка монолитного полистиролбетона и формование блоков.
Укладка полистиролбетона в несъемную опалубку при возведении наружных стен осуществляется после сборки опалубки и установки всех необходимых связей. Шланг опускается в нижнюю часть опалубки и постепенно по мере заполнения ее перемещается вдоль опалубки и поднимается вверх (аналогично происходит формовка сборных конструкций). Такой способ укладки при отсутствии виброуплотнения позволяет существенно уменьшить образование воздушных пустот.
Такой способ укладки при отсутствии виброуплотнения позволяет существенно уменьшить образование воздушных пустот.
При устройстве монолитной теплоизоляции перекрытий над холодными подвалами и проездами укладка полистиролбетона осуществляется в один слой. Разравнивание и уплотнение поверхности уложенного полистиролбетона осуществляется при помощи рейки.
При формовании блоков нужно опустить сливной шланг в форму и сливать смесь до полного заполнения объема ячейки.
Как купить оборудование для производства полистиролбетона?
Чтобы купить полистиролбетонную установку, достаточно связаться с нами любым удобным для вас способом: позвонить, написать или заполнить заявку на сайте. Цена оборудования одинакова для всех клиентов России, Узбекистана, Казахстана, Киргизии и др. Мы осуществляем доставку по всему миру и даем гарантию 2 года на все установки. Кроме того, вы получаете полное техническое сопровождение наших специалистов на весь период эксплуатации оборудования.
Линии для производства газобетона — АлтайСтройМаш
Компания «АлтайСтройМаш» предлагает широкую линейку заводов по производству неавтоклавного газобетона различной производительности.
В нашем каталоге вы найдете оборудование для производства газоблоков различной комплектации.
В чем разница между типами заводов по производству газоблоков
Конвейерные линии по производству газобетона и их преимущества
В конвейерных линиях формы передвигаются по рельсам, а смеситель стоит неподвижно.
Преимущества:
- легко автоматизировать;
- экономится площадь помещения благодаря близкому расположению форм;
- высокая производительность: после заливки все блоки оказываются в одном месте, и не нужно тратить время и силы на их сбор.
Особенности стационарных линий по производству газобетона
Стационарные линии: формы не двигаются, для заливки смеситель перемещается по рельсам.

Преимущества:
- простой монтаж;
- легко добавить рельсы для передвижения форм, камеры прогрева и элементы автоматизации, чтобы получить конвейерный завод.
Все линии, и стационарные, и линии конвейерного типа, бывают в мини-формате. Количество форм и объем смесителя в таких мини-линиях меньше.
Каждая линия имеет свою производительность (от 40 до 200 м³/сут).
По желанию клиента любая модель может быть оснащена дополнительными элементами, которые улучшают технологию изготовления газоблоков: они облегчают работу и повышают производительность.
Как увеличить производительность оборудования для газобетона
- добавить формы (увеличивается производительность),
- установить автоматическую резку (безупречная форма газоблока),
- наладить автоматическую подачу песка и цемента (скорость выше, работников нужно меньше).
Сравните производительность разных моделей:
| Тип линии |
Автоматизированная конвейерная линия |
Неавтоматизированная конвейерная линия |
Стационарная линия |
|---|---|---|---|
|
Площадь помещения |
200 м²
|
||
|
Число рабочих на производстве |
2-4 чел.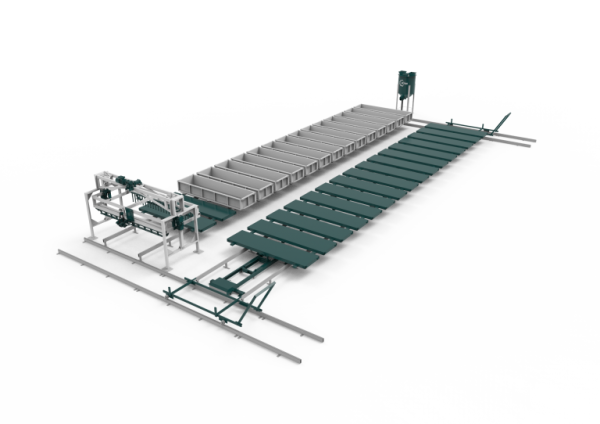 |
2-6 чел. | 2-4 чел. |
|
Объем м3/сутки |
До 40 м³/сут
|
До 40 м³/сут
|
20 м³/сут
|
Какую модель вы выберете для производства газобетонных блоков? Мини-линию или полностью автоматизированный завод с большой производительностью? В любом случае мы бесплатно оказываем помощь на всех этапах:
- помогаем с монтажом и выезжаем на пусконаладку, если необходимо;
- оказываем техподдержку на протяжении всей работы оборудования;
- предоставляем рецептуру и маркетинговые материалы для продвижения ваших блоков.
Газобетонные блоки, изготовленные на оборудовании от «АлтайСтройМаш» – это бизнес со знаком качества!
Источник Super yield Газосиликатный газобетон Производитель оборудования для производства газобетонных блоков на сайте m.
 alibaba.com FTL10G
alibaba.com FTL10GИндивидуальные настройки
Индивидуальный логотип
1 комплект (MOQ)
Индивидуальная упаковка
1 комплект (MOQ)
Графическая индивидуализация
1 комплект (MOQ)
30030


Время обработки
15 дней
1+ наборы
для согласования
10+ Наборы
Cntianliang Machinery & Equipment Co., Ltd.
Cntrading Company
≤4HRESPONSESPONSESON
. Скорость доставки в срок
Скорость доставки в срок
Как выбрать оборудование для производства газосиликатных блоков
Популярные
На сегодняшний день существует просто огромное количество разноплановых идей, которые можно успешно реализовать. Просто найдите тот, который наиболее привлекателен.
Однако начинающим бизнесменам очень важно найти идею, которая при небольших вложениях приносила бы хорошую прибыль. В этом обзоре в качестве примера мы приведем один из возможных видов деятельности, на который стоит обратить внимание.
Популярная в современном мире сфера деятельности
Пытаясь открыть собственное предприятие, многие начинают обращать внимание на создание и реализацию строительных материалов. Эта сфера деятельности сегодня играет довольно важную роль в жизни человека. Поэтому нельзя забывать о таких параметрах, как надежность, качество и долговечность изделий.
Что скрывается под газосиликатными блоками?
Одной из самых популярных идей последних лет является создание газосиликатных блоков. Они основаны на добавлении в заранее приготовленный раствор специального пенообразователя, основными компонентами которого являются молотый кварцевый песок, известь и небольшая часть цемента. Известь, взаимодействуя с пенообразователем, делает структуру всего раствора более пористой. Для того чтобы наладить процесс смешивания, необходимо использовать специальные газобетонные смесители.
Они основаны на добавлении в заранее приготовленный раствор специального пенообразователя, основными компонентами которого являются молотый кварцевый песок, известь и небольшая часть цемента. Известь, взаимодействуя с пенообразователем, делает структуру всего раствора более пористой. Для того чтобы наладить процесс смешивания, необходимо использовать специальные газобетонные смесители.
Для чего нужна производственная линия?
Оборудование для производства газосиликатных блоков способствует заливке раствора в формы и его набуханию. После этой процедуры смесь выдерживается на специальных постах.
Это необходимо для того, чтобы материал со временем стал более пластичным и прочным. После этого включается раскройный комплекс, позволяющий производить резку полученной массы как в поперечном, так и в продольном направлениях.
Затем элементы передаются на такое оборудование для производства газосиликатных блоков, как столбовая сборка. Там их устанавливают на специальные тележки и отправляют в автоклав.
После окончания загрузки производится тепловлажностная обработка всего материала в целом. Это последний шаг в создании строительного элемента.
Необходимость дополнительных установок
Однако вышеперечисленное оборудование для производства газосиликатных блоков есть далеко не у всех. В зависимости от спецификации, которую имеют конкретные мастерские, возможно применение самых разных машин, механизмов, приспособлений. Все они необходимы для достижения дополнительных задач и обеспечения определенных параметров. Необходимо более подробно рассмотреть оборудование для производства газосиликатных блоков дополнительного характера.
Как я могу получить большие блоки?
Иногда может понадобиться для блоков больших размеров. И в таких ситуациях приходится резать огромные массивы на отдельные составляющие. Для упрощения задачи используется специальный станок для производства газосиликатных блоков – фрезерное оборудование. С его помощью можно резать блоки определенного размера, формировать гребни и пазы.
Необходимо организовать транспортировку готовой продукции
После изготовления строительных элементов данного типа возникает потребность в транспортировке. Это можно сделать за счет использования специальных тележек, автомобилей и другой погрузочно-разгрузочной техники. Мощность таких устройств будет полностью зависеть от размеров предприятия, а также от мощности, которой обладает установка по производству газосиликатных блоков.
Быстро окупить бизнес
Очень важно наладить технологический процесс. Не менее важна реализация готового строительного продукта. Если все это правильно и правильно организовать, то цена на оборудование для производства газосиликатных блоков окупится достаточно быстро. Обычно предпринимателям требуется 2-3 месяца активной работы. В этом нет ничего странного, так как материал используется для создания малоэтажных домов.
Экономические затраты на приобретение оборудования
Чтобы создать завод, вам придется столкнуться со следующими затратами.
- На покупку механического сита потребуется около 22 тысяч рублей.
- Вам нужно купить шаровую мельницу. Стоимость оборудования для производства газосиликатных блоков этого типа достигает отметки в 700 тысяч рублей.
- Вы должны купить растворитель. Для этого потребуется около 37 тысяч рублей.
- Формы для блоков обойдутся в 45 тысяч рублей.
- На парогенератор потребуется около 413 тысяч рублей.
- На покупку автоклава необходимо потратить около миллиона рублей.
Это основное оборудование, которое необходимо, если вы планируете открыть собственное производство. Также следует отметить, что придется потратиться на аренду помещения, на наем сотрудников и на закупку всего необходимого сырья. Поэтому для того, чтобы организовать собственный бизнес, может потребоваться около трех-четырех миллионов рублей.
Заключение
Нельзя сказать, что подобная сумма начального капитала непосильна для начинающих предпринимателей. Наоборот. Эту идею можно смело отнести к той категории бизнеса, которая оптимальна для начинающих деловых людей.
Кроме того, учитывая довольно быструю окупаемость, прибыль начнет поступать очень скоро и в достаточно больших объемах. К тому же конкуренция в этой сфере сегодня не так высока. Поэтому не нужно долго об этом думать, нужно просто приступить к организации своего дела.
- 0
- 0
- Оборудование для производства
Поделись этим:
Читайте также
- Как выбрать оборудование для производства стеновых блоков
- Как выбрать оборудование для производства газобетона: цена, фото
- Технология и оборудование для производства фундаментных блоков
- Как выбрать оборудование для производства арболитовых блоков.

